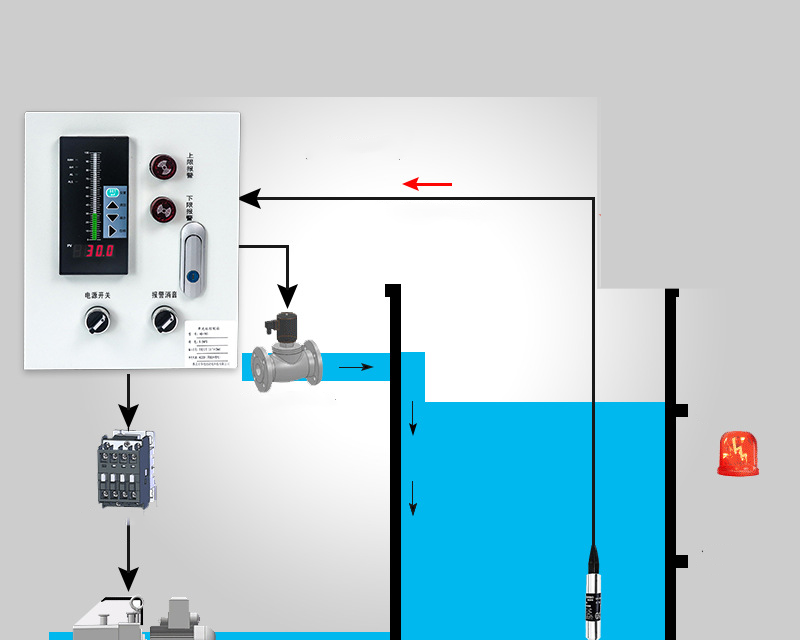
Electronic liquid level controllers are widely used across various industries due to their precision, reliability, and ability to automate processes. Here are the most common applications of electronic liquid level controllers in different industries:
1. Water and Wastewater Treatment
- Application: Electronic liquid level controllers are used in water tanks, sumps, and reservoirs to maintain consistent water levels for treatment processes. They control pumps, valves, and alarms to ensure proper water flow and prevent overflow or dry running of pumps.
- Benefits: Ensures the efficient and continuous operation of water treatment plants, reduces energy consumption, and prevents system failures.
2. Chemical and Pharmaceutical Industries
- Application: These controllers are used in chemical tanks, mixing vessels, and reactors to maintain optimal liquid levels for processes like mixing, reaction, and filtration. They control the addition of chemicals and can prevent hazardous overflow situations.
- Benefits: Ensures process stability, maintains safety by avoiding chemical spills, and helps in maintaining product quality and consistency.
3. Oil and Gas Industry
- Application: In the oil and gas sector, electronic liquid level controllers are used in storage tanks, separators, and oil rigs to monitor and manage the levels of crude oil, water, and other liquids. These systems control pumps and valves for effective separation, transfer, and storage.
- Benefits: Enhances operational efficiency, reduces the risk of overflows or contamination, and ensures the safety of sensitive equipment.
4. Food and Beverage Industry
- Application: In food processing plants, electronic liquid level controllers are used in tanks containing ingredients, beverages, sauces, or liquids in production lines. They ensure the correct liquid volume in brewing, mixing, and filling operations.
- Benefits: Improves production efficiency, prevents product wastage, and helps in maintaining hygiene standards by preventing contamination.
5. HVAC Systems
- Application: Electronic controllers are used in heating, ventilation, and air conditioning (HVAC) systems to regulate the water or refrigerant levels in cooling towers, boilers, and chillers. They prevent dry running of pumps and help maintain efficient system operation.
- Benefits: Optimizes energy consumption, ensures smooth operation of HVAC systems, and reduces maintenance costs by preventing damage to critical components.
6. Marine Industry
- Application: In ships and offshore platforms, liquid level controllers monitor and manage the levels of fuel, ballast water, sewage, and other essential liquids. They ensure the safe operation of the vessel and prevent spillage or imbalance.
- Benefits: Enhances safety by preventing accidents due to overflow or improper fluid distribution, and optimizes the overall functionality of the ship’s systems.
7. Automated Storage and Retrieval Systems (ASRS)
- Application: In warehouses or distribution centers, electronic liquid level controllers help manage the fluid levels in storage tanks, silos, and automated systems that involve bulk liquids (such as in the case of liquid nitrogen or other industrial liquids).
- Benefits: Supports automated operations, reduces manual oversight, and ensures continuous availability of liquids for operations.
8. Automotive Industry
- Application: These controllers are used in car manufacturing and testing systems to monitor liquid levels in hydraulic systems, fuel tanks, and cooling systems during assembly and testing. They ensure accurate filling and prevent overflows or underfills during these processes.
- Benefits: Enhances process control in automotive manufacturing, ensures quality standards, and improves operational efficiency.
9. Power Generation
- Application: In power plants, especially thermal and nuclear plants, electronic liquid level controllers are used in boilers, condensers, and cooling systems to regulate the water or coolant levels. They prevent system failures and ensure proper heat exchange.
- Benefits: Maximizes energy efficiency, prevents damage to equipment, and ensures optimal cooling and heat exchange.
10. Mining Industry
- Application: In mining operations, liquid level controllers are used in slurry tanks, tailing ponds, and water treatment systems. They help regulate water and slurry levels for separation, filtration, and storage processes.
- Benefits: Ensures safe operation of slurry management systems, reduces water waste, and improves process efficiency.
11. Paper and Pulp Industry
- Application: These controllers are used in paper mills to monitor and control the levels of chemicals, pulping liquids, and water used in the production process. They maintain proper levels to optimize production and prevent chemical spills.
- Benefits: Helps in maintaining process consistency, reduces chemical wastage, and ensures better quality of the final product.
12. Hydraulic Systems
- Application: In industrial hydraulic systems, electronic liquid level controllers monitor fluid levels in hydraulic tanks to ensure proper operation of the system. They can control pumps to maintain fluid levels and pressure.
- Benefits: Reduces the risk of pump failure due to low fluid levels, extends the lifespan of hydraulic components, and maintains system pressure for optimal performance.
In summary, electronic liquid level controllers play a critical role in various industries by enhancing operational efficiency, ensuring safety, and contributing to automation. Their precise and reliable performance makes them indispensable in modern industrial applications where liquid level management is crucial.










{kind=link}